

Πώς να βελτιώσετε την ταχύτητα παραγωγής της γραμμής εξώθησης καταστρώματος WPC;
Βελτιστοποίηση της ταχύτητας παραγωγής για γραμμές εξώθησης καταστρώματος WPC: Ένας ολοκληρωμένος οδηγός
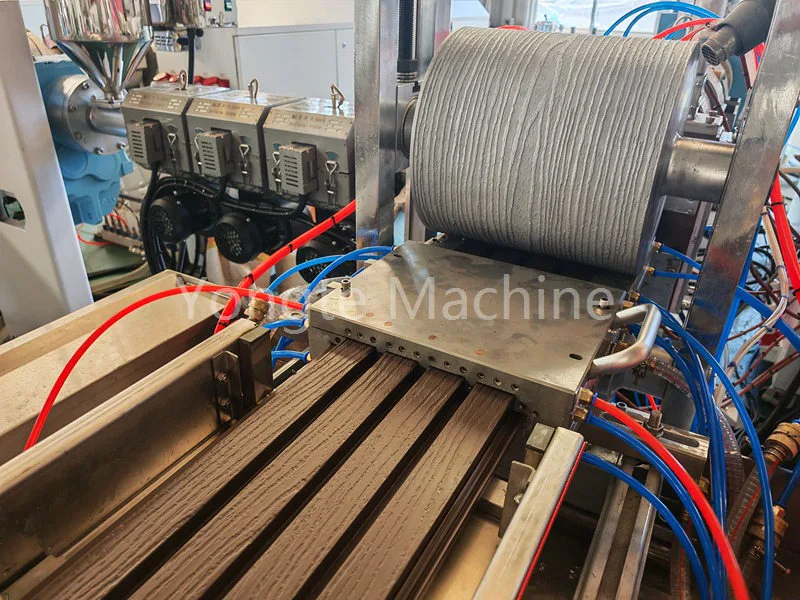
Η Yongte είναι επαγγελματίας κατασκευαστής για υψηλή ταχύτηταΓραμμή εξώθησης καταστρώματος WPC με υψηλή ικανότητα κατασκευής προϊόντων καταστρώματος WPC υψηλής ποιότητας. Για να μεγιστοποιήσετε την ταχύτητα παραγωγής σεΓραμμή εξώθησης καταστρώματος WPCs, η βασική στρατηγική επικεντρώνεται σε πέντε αλληλένδετους στόχους: σταθεροποίηση της απόδοσης πλαστικοποίησης, ελαχιστοποίηση της αντίστασης του υλικού, δυνατότητα ταχείας ψύξης, διασφάλιση πλήρους συγχρονισμού και μείωση του χρόνου διακοπής λειτουργίας—όλα αυτά με ταυτόχρονη τήρηση αυστηρών προτύπων ποιότητας προϊόντων.

I. Σκεύασμα και Προεπεξεργασία Πρώτων Υλών (Θεμέλιο για Ομαλή Εξώθηση)
1. Βελτιστοποιήστε τη σύνθεση για να βελτιώσετε τη ρευστότητα και τη θερμική σταθερότητα
· Πρακτικός/συνδετήρας συμβατότητας: Προσθέστε επαρκές PE/PP εμβολιασμένου με μηλεϊνικό ανυδρίτη (π.χ. MAH-g-PE) για να βελτιώσετε την πρόσφυση ξύλου σε σκόνη-πλαστικό, μειώνοντας έτσι τη συσσωμάτωση και τη θραύση τήγματος.
· Σύστημα λιπαντικού:
o Εσωτερικά λιπαντικά (π.χ. στεατικό οξύ, κερί πολυαιθυλενίου) μειώνουν το ιξώδες του τήγματος, μειώνοντας έτσι τη θερμότητα διάτμησης του κοχλία και το φορτίο της κύριας μονάδας.
o Εξωτερικά λιπαντικά (π.χ. παραφίνη, κερί οξειδωμένου πολυαιθυλενίου): Μειώνουν την τριβή υλικού προς κύλινδρο/καλούπι και μειώνουν την πίεση εξώθησης.
o Η συνολική ποσότητα προσθήκης θα πρέπει να ελέγχεται εντός 1%–3% για να αποφευχθεί η υπερβολική εξωτερική ολίσθηση που μπορεί να προκαλέσει στρωματοποίηση και ελαττώματα επιφάνειας.
· Γέμισμα και σκόνη ξύλου: Η περιεκτικότητα σε υγρασία της σκόνης ξύλου πρέπει να ελέγχεται σε ≤3%, με ομοιόμορφο μέγεθος σωματιδίων (80–120 mesh). Το ενεργοποιημένο ανθρακικό ασβέστιο θα πρέπει να επιλέγεται για να μειώνεται η απορρόφηση του λαδιού και η αύξηση του ιξώδους.
2. Ανάμιξη και προπλαστικοποίηση (Μπροστινή συμφόρηση)
· Η θερμή ανάμειξη υψηλής ταχύτητας σε συνδυασμό με την ψυχρή ανάμειξη εξασφαλίζει ομοιόμορφη ανάμειξη χωρίς νεκρές ζώνες, αποτρέποντας την τοπική «νεκρή ύλη» ή συσσωμάτωση.
· Όταν είναι εφικτό, η διαδικασία προ-άλεσης μπορεί να ενσωματωθεί για τη σύντηξη κονιοποιημένων υλικών σε κόκκους, διασφαλίζοντας πιο σταθερή τροφοδοσία, ταχύτερη πλαστικοποίηση και αύξηση 20%–30% στην ταχύτητα γραμμής.

II. Εξωθητήρας υποδοχής και βίδα (πυρήνα τροφοδοσίας)
1. Βελτιστοποίηση βίδας και κάννης
· Ο υψηλός λόγος διαστάσεων (L/D=40–48) και οι παράλληλες διπλές βίδες υψηλής ροπής επιλέγονται για τη βελτίωση της απόδοσης διάτμησης και ανάμειξης, καθιστώντας τις κατάλληλες για σκευάσματα WPC υψηλής πλήρωσης.
· Συνδυασμός βιδών: αυξήστε τον όγκο του μεταφορικού τμήματος, βελτιστοποιήστε τη διάταξη του μπλοκ ανάμειξης / μπλοκ διάτμησης, μειώστε τη θερμότητα διάτμησης και βελτιώστε την απόδοση μεταφοράς υπό την προϋπόθεση της πλαστικοποίησης.
· Θέρμανση κάννης καλουπιού: χρησιμοποιεί ζώνες ελέγχου θερμοκρασίας ακριβείας (PID) με διακυμάνσεις θερμοκρασίας ≤±1℃ για την αποφυγή τοπικής υπερθέρμανσης ή ανεπαρκούς πλαστικοποίησης.
2. Αντιστοίχιση ταχύτητας και φορτίου (κλειδί για την επιτάχυνση)
· Ταχύτητα κινητήρα: Αυξήστε σταδιακά τις στροφές διατηρώντας το 70%-90% της ονομαστικής ροπής και το σταθερό ρεύμα (τα συστήματα PE/PP μπορούν να φτάσουν τις 150-250 σ.α.λ.).
· Συγχρονισμός τροφοδοσίας: Χρησιμοποιείται ένας τροφοδότης απώλειας βάρους, ο οποίος συνδέεται σε κλειστό βρόχο με την ταχύτητα περιστροφής του κύριου μηχανήματος για να διασφαλιστεί ο ρυθμός πλήρωσης της σχισμής βίδας 70%–90%, αποτρέποντας την "περιστροφή ρελαντί" ή την υπερφόρτωση.
· Σύστημα κενού: Διατηρεί σταθερό υψηλό κενό (-0,08 έως-0,09 MPa), αφαιρεί αμέσως τους υδρατμούς και τα πτητικά συστατικά, μειώνει τις φυσαλίδες, βελτιώνει την ποιότητα της επιφάνειας και ενισχύει την ταχύτητα επεξεργασίας.

III. Καλούπι και ρύθμιση (Προσδιορισμός μέγιστης γραμμικής ταχύτητας)
1. Σχεδιασμός καλουπιού και βελτιστοποίηση καναλιών ροής
· Ο τύπος κρεμάστρας και η κεφαλή μήτρας τύπου ουράς ψαριού που έχουν βελτιστοποιηθεί με προσομοίωση CFD έχουν ομαλό κανάλι ροής και ομοιόμορφη κατανομή πίεσης, που μπορεί να αποφύγει το κόλλημα του υλικού και την τοπική υπερθέρμανση.
· Το διάκενο της μήτρας είναι λογικό και η αναλογία συμπίεσης είναι μέτρια (3-5:1), γεγονός που μειώνει την πίεση εξώθησης και την αντίσταση τήξης.
· Θέρμανση καλουπιού: με έλεγχο θερμοκρασίας σε ζώνη και επαρκή θερμαντική ισχύ, η θερμοκρασία του τήγματος στην κοιλότητα του καλουπιού διασφαλίζεται ότι είναι ομοιόμορφη και η ρευστότητα είναι συνεπής.
2. Σύστημα βαθμονόμησης (πυρήνας συμφόρησης για βελτίωση ταχύτητας)
· Το επίμηκες τραπέζι ρύθμισης (συνήθως 8–12 μέτρα) αυξάνει την περιοχή ψύξης και τον χρόνο επαφής.
· δίοδος ψυκτικού :
o Το κυκλοφορούν νερό υψηλής ροής και χαμηλής θερμοκρασίας (15–25°C) χρησιμοποιείται για την ταχεία διάχυση της θερμότητας και τη μείωση του χρόνου πήξης.
o Ο ψεκασμός πολλαπλών σημείων στο καλούπι και η προσρόφηση υπό κενό διασφαλίζουν ότι το προφίλ προσκολλάται γρήγορα στο καλούπι, διατηρεί τη σταθερότητα των διαστάσεων και αποτρέπει την παραμόρφωση.
· Σταθερότητα υπό κενό: Διασφαλίζει ότι το προφίλ είναι πλήρως απορροφημένο στη μήτρα διαμόρφωσης με ομοιόμορφη ψύξη, ενισχύοντας σημαντικά την ταχύτητα πρόσφυσης.
IV. Πρόσφυση, ψύξη και πίσω τμήμα (Σύγχρονη σε όλη τη γραμμή)
1. Σύστημα έλξης
· Το μηχάνημα έλξης πολλών κυλίνδρων, υψηλής τριβής συγχρονίζεται με την κύρια ταχύτητα του μηχανήματος σε κλειστό βρόχο (PID), με γραμμική διακύμανση ταχύτητας ≤±0,1 m/min.
· Ρυθμός εξώθησης αντιστοίχισης ταχύτητας πρόσφυσης: Με την προϋπόθεση ότι επιτρέπεται η ψύξη διαμόρφωσης, αυξήστε σταδιακά την πρόσφυση για να επιτύχετε "εξώθηση υψηλής ταχύτητας + πρόσφυση υψηλής ταχύτητας".
2. Σύστημα ψύξης (δευτερεύουσα ψύξη)
· Επεκτείνετε τη δεξαμενή ψεκασμού ψυκτικού νερού (5–10 m) για να διασφαλίσετε ότι τα προφίλ κρυώνουν γρήγορα σε θερμοκρασία δωματίου μετά την έξοδο από το τραπέζι διαμόρφωσης, αποτρέποντας επακόλουθη παραμόρφωση ή κακή κοπή.
· Βοηθητικός ανεμιστήρας ψύξης: Επιφανειακή εξαναγκασμένη ψύξη αέρα για βελτίωση της απόδοσης ψύξης.
3. Κοπή και παλετοποίηση (Μείωση του χρόνου διακοπής λειτουργίας)
· Η παραγωγή είναι συνεχής χωρίς διακοπή.
· Βελτιστοποιήστε τις παραμέτρους κοπής για να μειώσετε τα γρέζια και τα απόβλητα και να μειώσετε τη συχνότητα αλλαγών και καθαρισμού εργαλείων.
· Αυτόματη παλετοποίηση / στοίβαξη: μειώνει τη χειροκίνητη παρέμβαση και βελτιώνει την αποδοτικότητα της παραγωγής.

V. Έλεγχος διαδικασίας και ευφυΐα (σταθεροποιημένη επιτάχυνση)
· Βελτιστοποίηση καμπύλης θερμοκρασίας:
o Το βαρέλι: χαμηλή θερμοκρασία στο τμήμα τροφοδοσίας (αντι-γεφύρωσης) → σταδιακή θέρμανση στο τμήμα πλαστικοποίησης → σταθερή θερμοκρασία στο τμήμα ομογενοποίησης → ελαφρώς υψηλότερη στην κεφαλή μήτρας (για διατήρηση της ρευστότητας).
o Αποφύγετε το μοτίβο "χαμηλά εμπρός, ψηλά πίσω" για να αποτρέψετε την ανεπαρκή πλαστικοποίηση και τις αιχμές πίεσης.
· Παρακολούθηση πίεσης:
Διατηρήστε την πίεση της κεφαλής της μήτρας σε εύλογο εύρος (π.χ. 10–18 MPa). Εάν προκύψουν σημαντικές διακυμάνσεις της πίεσης, μειώστε την ταχύτητα ή επανεξετάστε το σκεύασμα/καλούπι.
· Ενσωματωμένος έλεγχος συστήματος:
Το PLC διαχειρίζεται όλα τα εξαρτήματα, συμπεριλαμβανομένου του κεντρικού υπολογιστή, της τροφοδοσίας, της υποπίεσης, της έλξης, της ψύξης και της κοπής με ένα πάτημα έναρξης/διακοπής και ρύθμιση παραμέτρων σε πραγματικό χρόνο.
· Διαδικτυακός έλεγχος:
Μέτρηση διαμέτρου λέιζερ, ανάδραση πάχους/πλάτους σε πραγματικό χρόνο, αυτόματη ρύθμιση πρόσφυσης/θερμοκρασίας, μείωση του σκραπ και χρόνου διακοπής για προσαρμογές.

Περίληψη
Για να επιτευχθεί ολοκληρωμένη βελτιστοποίηση, οι βελτιώσεις πρέπει να καλύπτουν πολλούς κρίσιμους τομείς: προεπεξεργασία φόρμουλας και πρώτων υλών, διαμόρφωση κύριας μηχανής και βίδας εξώθησης, συστήματα σχεδίασης και διαμόρφωσης καλουπιού, ψύξη έλξης και διαδικασίες κατάντη, καθώς και έλεγχος διεργασιών και έξυπνα συστήματα διαχείρισης. Πρώτον, η βελτιστοποίηση της φόρμουλας του υλικού για την ενίσχυση της ρευστότητας και της θερμικής σταθερότητας - σε συνδυασμό με την ακριβή ανάμειξη και την προπλαστικοποίηση - δημιουργεί τη θεμελιώδη βάση για ομαλή εξώθηση. Δεύτερον, η αναβάθμιση των συγκροτημάτων βιδωτής κάννης διασφαλίζοντας παράλληλα τη βέλτιστη αντιστοίχιση ταχύτητας-φορτίου χρησιμεύει ως βασικός οδηγός για τη βελτίωση της ταχύτητας. Τρίτον, ο εκλεπτυσμένος σχεδιασμός καλουπιού, η βελτιστοποίηση καναλιών ροής και οι βελτιώσεις του τραπεζιού διαμόρφωσης υπό κενό λειτουργούν ως κρίσιμοι παράγοντες για τη μεγιστοποίηση της ταχύτητας γραμμής. Επιπλέον, η κατάντη βελτιστοποίηση διεργασιών —που περιλαμβάνει συστήματα έλξης, γραμμές ψύξης και αυτοματοποιημένη κοπή/παλετοποίηση— διευκολύνει τον πλήρη συγχρονισμό και ελαχιστοποιεί το χρόνο διακοπής της παραγωγής. Τέλος, ο προηγμένος έλεγχος διεργασιών και οι έξυπνες τεχνολογίες εξασφαλίζουν σταθερή, συνεπή παραγωγή, επιτυγχάνοντας έτσι βιώσιμες βελτιώσεις ταχύτητας χωρίς συμβιβασμούς στην ποιότητα του προϊόντος.
Σχετικά Νέα
- Λύση για προβλήματα παραγωγής εξωθητήρα WPC
- Τι υλικό μπορεί να χρησιμοποιηθεί στη μηχανή WPC Yongte;
- Η γραμμή παραγωγής ανακύκλωσης απορριμμάτων κλωστοϋφαντουργίας δοκιμάστηκε με επιτυχία
- Σύγκριση WPC εσωτερικού με WPC εξωτερικού χώρου
- Δοκιμαστική Ειδοποίηση Αποδοχής για Εξοπλισμό Έργου Ανακύκλωσης και Επαναχρησιμοποίησης Απορριμμάτων Ενδυμάτων
- Λύση ανακύκλωσης σακουλών τσιμέντου Yongte: Μετατρέψτε τα απόβλητα σε υψηλής ποιότητας πλαστικούς φράχτες
Αφήστε μου ένα μήνυμα











