

Τεχνική λύση για την επίλυση μη ισορροπημένης ταχύτητας εξώθησης γραμμής εξώθησης πλαστικού προφίλ τεσσάρων κοιλοτήτων
Τεχνική λύση για την επίλυση μη ισορροπημένης ταχύτητας εξώθησης γραμμής εξώθησης πλαστικού προφίλ τεσσάρων κοιλοτήτων
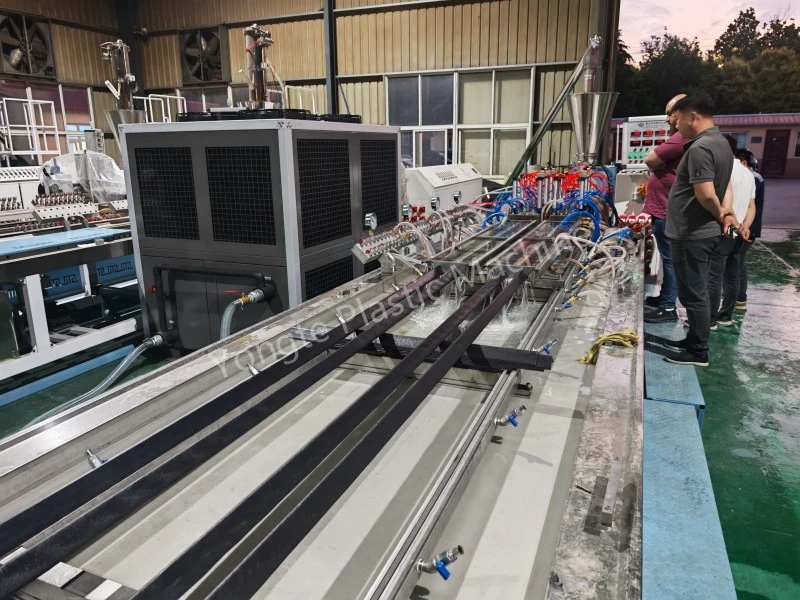
Στη διαδικασία παραγωγής εξώθησης πλαστικού προφίλ τεσσάρων κοιλοτήτων, η μη ισορροπημένη ταχύτητα εξώθησης μεταξύ των τεσσάρων κοιλοτήτων είναι ένα κοινό τεχνικό πρόβλημα. Αυτό το ζήτημα θα προκαλέσει άμεσα ασυνεπή ακρίβεια διαστάσεων του προϊόντος, ανομοιόμορφο πάχος τοιχώματος, ελαττωματικά προφίλ και μειωμένη απόδοση παραγωγής, περιορίζοντας σοβαρά τη σταθερότητα και την αποτελεσματικότητα της μαζικής παραγωγής. Με βάση τα πραγματικά υλικά παραγωγής και τις προδιαγραφές προϊόντων των πελατών, η ομάδα μηχανικών Yongte έχει αναπτύξει ένα στοχευμένο επαγγελματικό βελτιστοποιημένο σχέδιο σχεδίασης καλουπιών και υποστηρικτικού συστήματος για να λύσει πλήρως το πρόβλημα της ασυνεπούς ταχύτητας λειτουργίας των προφίλ τεσσάρων κοιλοτήτων, πραγματοποιώντας υψηλής ακρίβειας, σταθερή και σύγχρονη παραγωγή γραμμών διέλασης τεσσάρων κοιλοτήτων.
1. Ιστορικό Τεχνικών Προβλημάτων
Οι παραδοσιακές ενσωματωμένες μήτρες διέλασης τεσσάρων κοιλοτήτων υιοθετούν μια ολοκληρωμένη δομή θέρμανσης και ελέγχου ροής. Επηρεαζόμενη από παράγοντες όπως η άνιση κατανομή ροής τήγματος, η απόκλιση θερμοκρασίας των τοπικών περιοχών της μήτρας και τα σφάλματα συναρμολόγησης επεξεργασίας, η ταχύτητα εξώθησης των τεσσάρων κοιλοτήτων είναι επιρρεπής σε ασυνέπεια κατά τη συνεχή παραγωγή. Η απόκλιση ταχύτητας μεταξύ των κοιλοτήτων θα οδηγήσει σε διαφορές στην ταχύτητα διαμόρφωσης προφίλ και στη συρρίκνωση ψύξης, με αποτέλεσμα ελαττώματα ποιότητας παρτίδας, όπως παραμόρφωση, παραμόρφωση, μέγεθος εκτός ανοχής και ανομοιόμορφη επιπεδότητα επιφάνειας τελικών προϊόντων, τα οποία δεν μπορούν να ανταποκριθούν στις απαιτήσεις παραγωγής υψηλών προδιαγραφών των πλαστικών προφίλ.
2. Επαγγελματικό Βελτιστοποιημένο Σχέδιο Σχεδιασμού
Σε συνδυασμό με τα χαρακτηριστικά της πρώτης ύλης του πελάτη, τις παραμέτρους της δομής του προϊόντος και τις συνθήκες παραγωγής επί τόπου, οι μηχανικοί της Yongte πραγματοποίησαν στοχευμένο προσαρμοσμένο σχεδιασμό για τη δομή μήτρας, τον έλεγχο ροής, την κοπή πρόσφυσης και το βοηθητικό σύστημα μεταφοράς, με λεπτομερείς τεχνικές λύσεις ως εξής:
2.1 Δομή αμαξώματος διπλής μήτρας με ανεξάρτητο έλεγχο θερμοκρασίας
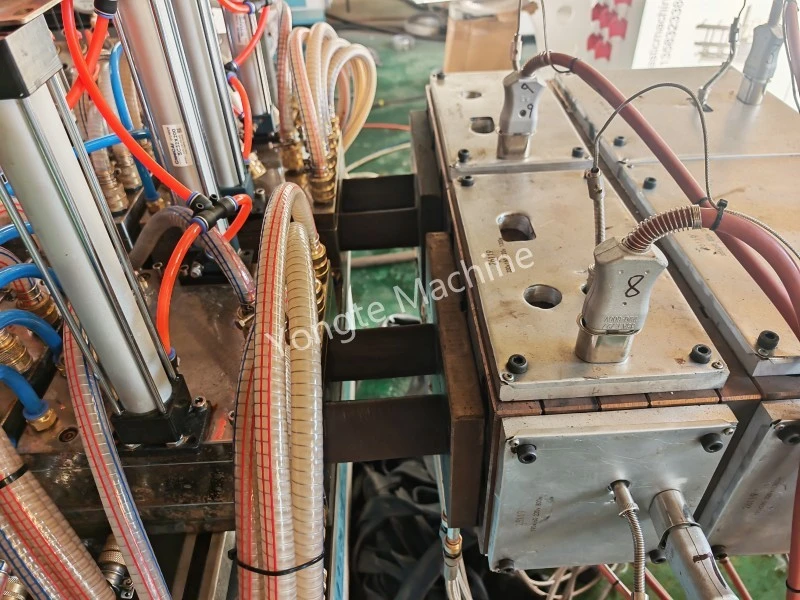
Το αρχικό ενσωματωμένο σώμα μήτρας τεσσάρων κοιλοτήτων έχει βελτιστοποιηθεί σε αδομή αμαξώματος διπλής ανεξάρτητης μήτρας, με κάθε σώμα μήτρας εξοπλισμένο με δύο κοιλότητες εξώθησης. Τα δύο σετ σωμάτων μήτρας είναι εντελώς ανεξάρτητα σε δομικό σχεδιασμό και σύστημα ελέγχου θερμοκρασίας. Κάθε σώμα μήτρας έχει διαμορφωθεί με μια ανεξάρτητη μονάδα θέρμανσης και μονάδα ελέγχου θερμοκρασίας, η οποία μπορεί να πραγματοποιήσει ξεχωριστή ρύθμιση θερμοκρασίας ακριβείας και σταθερό έλεγχο θερμοκρασίας. Αυτός ο σχεδιασμός επιλύει αποτελεσματικά το πρόβλημα της ασυνεπούς ρευστότητας τήγματος που προκαλείται από την ενσωματωμένη απόκλιση θερμοκρασίας καλουπιού, σταθεροποιεί την κατάσταση τήξης πλαστικού κάθε κοιλότητας από την πηγή και εξαλείφει τη θεμελιώδη αιτία της διαφοράς ταχύτητας μεταξύ διαφορετικών σωμάτων μήτρας.

2.2 Ανεξάρτητος Μηχανισμός Ρύθμισης Ροής για Σώμα μεμονωμένης μήτρας
Κάθε ανεξάρτητο σώμα μήτρας είναι εξοπλισμένο με ειδικό παξιμάδι ρύθμισης ροής. Για την απόκλιση ταχύτητας των δύο κοιλοτήτων μέσα στο ίδιο σώμα μήτρας που προκαλείται από μικροσκοπικές διαφορές ροής και σφάλματα συναρμολόγησης, η on-line λεπτή ρύθμιση μπορεί να πραγματοποιηθεί μέσω του παξιμαδιού ρύθμισης ροής. Ρυθμίζοντας με ακρίβεια τη ροή τροφοδοσίας τήγματος μιας μεμονωμένης κοιλότητας, η ταχύτητα εξώθησης των δύο κοιλοτήτων στο ίδιο σώμα μήτρας μπορεί να διατηρηθεί εντελώς σύγχρονη, πραγματοποιώντας βαθμονόμηση μικροεπιπέδου της ταχύτητας της κοιλότητας και διασφαλίζοντας την ομοιομορφία της εξώθησης και την ταχύτητα σχηματισμού κάθε κοιλότητας στην ίδια ομάδα.
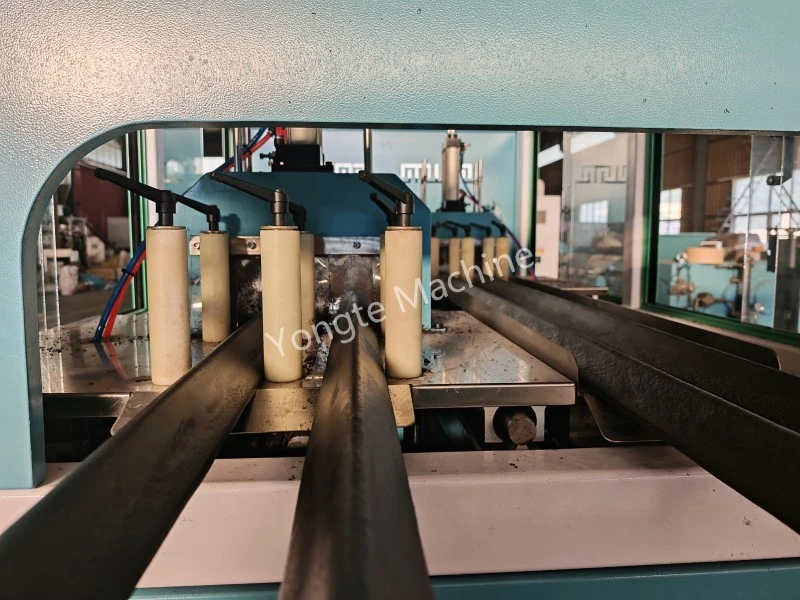
2.3 Διπλό ανεξάρτητο σύστημα ελέγχου ταχύτητας πρόσφυσης
Ένα διπλό σετ ανεξάρτητων συστημάτων έλξης έχει διαμορφωθεί για να ταιριάζει με το σώμα διπλής μήτρας και τη διάταξη κοιλότητας διπλής ομάδας. Διαφορετικά από την παραδοσιακή λειτουργία απλής πρόσφυσης που οδηγεί ταυτόχρονα τέσσερις κοιλότητες, τα δύο σετ εξοπλισμού έλξης λειτουργούν ανεξάρτητα με ξεχωριστά προγράμματα ελέγχου ταχύτητας. Το σύστημα μπορεί ανεξάρτητα να προσαρμόσει την ταχύτητα έλξης των δύο ομάδων προφίλ δύο κοιλοτήτων σύμφωνα με την πραγματική ταχύτητα εξώθησης των δύο σωμάτων μήτρας, πραγματοποιώντας δυναμική αντιστοίχιση της ταχύτητας εξώθησης και της ταχύτητας έλξης, αποφεύγοντας το τέντωμα προφίλ, τη συρρίκνωση και την απόκλιση διαστάσεων που προκαλείται από ασύγχρονη έλξη και διασφαλίζοντας περαιτέρω τη συνολική συνοχή των τεσσάρων στροφών.

2.4 Ανεξάρτητο σύστημα κοπής σταθερού μήκους
Αντίστοιχα με τη δομή διέλασης και έλξης διπλής ομάδας, δύο σετ ανεξάρτητων συστημάτων κοπής είναι εξοπλισμένα για ξεχωριστή λειτουργία κοπής σταθερού μήκους. Κάθε σύστημα κοπής παρακολουθεί ανεξάρτητα και ταιριάζει με την ταχύτητα λειτουργίας και τη διαδρομή τροφοδοσίας της αντίστοιχης ομάδας προφίλ. Η λειτουργία ανεξάρτητου ελέγχου κοπής εξαλείφει το σφάλμα κοπής και την ασυνέπεια μήκους που προκαλούνται από την ενιαία κοπή προφίλ με μικρές διαφορές ταχύτητας, διασφαλίζει την ακρίβεια κοπής σταθερού μήκους κάθε προφίλ κοιλότητας και βελτιώνει το ποσοστό πιστοποίησης του προϊόντος.
2.5 Αντιστοίχιση συστήματος αυτόματης μεταφοράς και στοίβαξης
Έχουν διαμορφωθεί δύο σετ ανεξάρτητων ραφιών μεταφοράς και στοίβαξης, οι οποίες ταιριάζουν με ακρίβεια με τα συστήματα διπλής κοπής. Μετά την ολοκλήρωση της κοπής σταθερού μήκους από τον εξοπλισμό κοπής, ο εξοπλισμός μεταφοράς και στοίβαξης ολοκληρώνει αυτόματα τις εργασίες παραλαβής, μεταφοράς και στοίβαξης υλικού της αντίστοιχης ομάδας προφίλ. Η σύγχρονη και ανεξάρτητη λειτουργία του συστήματος μεταφοράς αποφεύγει τη συσσώρευση υλικού, την εξώθηση και τη σύγχυση μεταφοράς που προκαλείται από ασύγχρονη ταχύτητα διαφορετικών προφίλ κοιλοτήτων, διασφαλίζει την ομαλή και συνεχή λειτουργία ολόκληρης της γραμμής παραγωγής και πραγματοποιεί αυτοματοποιημένη και εύρυθμη παραγωγή.

3. Τεχνικά πλεονεκτήματα και αποτελέσματα παραγωγής
Μέσω του παραπάνω συστηματικού προσαρμοσμένου σχεδιασμού, το πρόβλημα της ασυνεπούς ταχύτητας εξώθησης τεσσάρων κοιλοτήτων στην παραγωγή πλαστικών προφίλ επιλύεται πλήρως. Ο ανεξάρτητος έλεγχος θερμοκρασίας διπλής μήτρας + λεπτή ρύθμιση ροής μίας ομάδας + σύστημα διπλής ανεξάρτητης πρόσφυσης και κοπής σχηματίζει ένα σύστημα βαθμονόμησης ταχύτητας και σύγχρονου ελέγχου πλήρους σύνδεσης. Το σχήμα έχει τα ακόλουθα σημαντικά πλεονεκτήματα: πρώτον, πραγματοποιεί τον έλεγχο της ροής και της θερμοκρασίας τήγματος από την πηγή και εξαλείφει την αρχική διαφορά ταχύτητας της εξώθησης. Δεύτερον, πραγματοποιεί δυναμική λεπτή προσαρμογή της ταχύτητας στη διαδικασία παραγωγής για να εξασφαλίσει μακροπρόθεσμη σύγχρονη λειτουργία τεσσάρων κοιλοτήτων. Τρίτον, το αντίστοιχο αυτοματοποιημένο βοηθητικό σύστημα βελτιώνει τη σταθερότητα της παραγωγής και τη συνοχή των τελικών προϊόντων.
Μετά την επιτόπια επαλήθευση της παραγωγής, αυτός ο βελτιστοποιημένος σχεδιασμός μειώνει αποτελεσματικά τη διαστασιακή ανοχή και το ρυθμό ελαττωμάτων σχηματισμού των προφίλ τεσσάρων κοιλοτήτων, βελτιώνει τη συνολική σταθερότητα παραγωγής και την απόδοση παραγωγής της γραμμής διέλασης και είναι κατάλληλος για μακροπρόθεσμη και μεγάλου όγκου τυποποιημένη παραγωγή διαφόρων πλαστικών προφίλ.

Σχετικά Νέα
- Παράδοση γραμμής παραγωγής 4 Cavity Plastic Profile στην Ιορδανία μετά από επιτυχή θέση σε λειτουργία
- Επαγγελματικές λύσεις για κιτρίνισμα, ραβδώσεις και ρωγμές ευθραυστότητας σε σύνθετες επιφάνειες πόρτας ξύλου-πλαστικού
- 4 Μηχάνημα εξώθησης ανακυκλωμένου πλαστικού προφίλ κοιλότητας Φτάνει σε υψηλή ταχύτητα 8 μέτρα/λεπτό
- Λύση για προβλήματα παραγωγής εξωθητήρα WPC
- Τι υλικό μπορεί να χρησιμοποιηθεί στη μηχανή WPC Yongte;
- Η γραμμή παραγωγής ανακύκλωσης απορριμμάτων κλωστοϋφαντουργίας δοκιμάστηκε με επιτυχία
Αφήστε μου ένα μήνυμα











